???? ?? 耐磨膠泥_陶瓷耐磨料-鄭州正邦耐磨材料有限公司客服熱線:15938773131

火電廠陶瓷耐磨料施工 龜甲網焊接
火電廠陶瓷耐磨料施工 龜甲網焊接,取得焊工證并經過技術教育培訓合格人員上崗焊接龜甲網, 在設備表面上采用電弧焊焊接,每個接觸骨架空格內雙面焊接,焊點間距約25毫米。
為了解強固的附著性,安裝時應盡量調整龜甲網,使龜甲網和施工面之間的距離足以讓耐磨陶瓷涂料包覆住龜甲網。
混合與攪拌
攪拌:使用攪拌機,加入原料攪拌均勻。攪拌機內倒入100~150公斤的陶瓷涂料(100公斤為標準),根據氣溫的低倒入相應的固化劑,然后加入相對應的膠進行攪拌,直至涂料粘度適中方可使用。
分三個介面施工
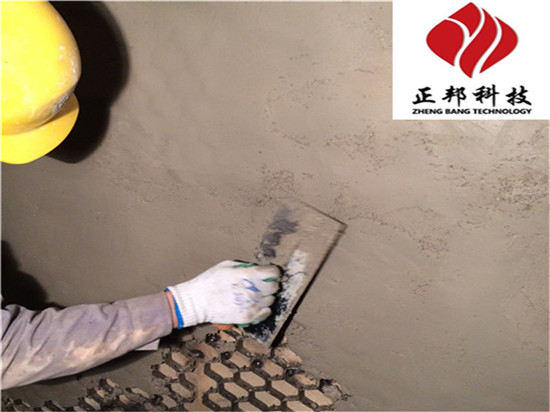
1.水平表面的涂抹,水量還要控制在標準內。將約10升陶瓷涂料倒在部件上,然后用砂漿板分別倒在各端,涂抹到所需厚度,不時檢查澆筑層的厚度,確保厚度正確。
2.從桶內取出新拌的陶瓷涂料放在砂漿板上,把砂漿板拿到龜甲網的表面,把料漿壓入龜甲網和部件之間的夾層內。在向上推動砂漿板的同時,從一端到另一端快速移動砂漿板。使用這種方法,料砂漿更易于涂抹,并不時檢查澆筑層的厚度。
3.頭頂表面涂抹:在耐磨涂料用于頭頂位置時,將新拌的料漿放置在砂漿板上,向上把料漿壓龜甲網內,把砂漿板移回起始位置,然后從一端到另一端做重復幾次“之”字運動。使用這種方法,將容易把料漿涂抹入部件和龜甲網。在料漿還“濕”的時間后,確保已獲得正確的厚度。









{kind=link}